服务热线:
+86 0713-8690115
+86 13907257191
黄冈市中联窑炉设备有限公司专业提供稀土窑炉、金属镁窑炉、陶瓷窑炉、耐火材料窑炉等窑炉设计、窑炉制造、窑炉安装调试等一体化服务!
服务热线:
+86 0713-8690115
+86 13907257191
地址:湖北省黄冈市黄州区黄州大道63号
电话:+86 0713-8690115
传真:+86 0713-8690117
手机:+86 13907257191
邮箱:zhongliankiln@126.com
网址:www.zhongliankiln.com
梭式窑在焊补前的准备工作:1、重庆耐火材料窑炉轮带焊补区域需在焊前预热,方法:使用气割枪加热和加热带加热。加热温度200℃-220℃。2、严格按轮带的焊补工艺要求,对焊条进行烘焙,烘焙温度200℃保温。3、进一步检查确定梭式窑的裂纹是否清除干净,重庆耐火材料窑炉无裂纹气泡等,方法:目视+着色剂探伤,检查结果需获得相关人员的认可,方能进行下一步施焊。

梭式窑出现裂纹的原因?1、干燥裂纹:干燥制度不合理或局部进风太大,重庆耐火材料窑炉耐火材料窑炉特点:纤细,沿厚度方向里面裂隙大,断面较平滑,边缘不锋利,是釉面砖的话烧成后表面有釉。2、机械裂纹:梭式窑成型裂纹及输送线不平、振动,或辊棒粘脏不平引起,重庆耐火材料窑炉特点:位置固定,边角不锋利,断面粗糙。3、烧成裂纹:小火裂:坯体入窑炉水分高且窑头升温过急引起,断面粗糙,边角不锋利。大火裂:温度上升达900'C时,产品出现液相,梭式窑升温太快引起,裂纹大,断而粗糙,有时呈丝连状,边角不锋利,裂纹向后纵深发展,不平直。4、风裂:窑炉冷却时没有足够的时间度过晶型转变阶段或冷却带不均匀引起,裂纹纤细,断面光滑呈弧形,边棱锋利。

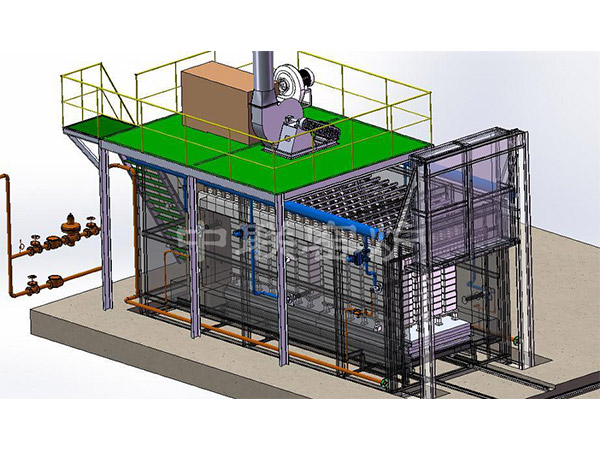
隧道窑炉工作原理的简单介绍。重庆耐火材料窑炉通常是一条长长的直隧道,两侧和顶部都有固定的墙壁和拱顶,窑车在底部铺设的轨道上行驶。重庆耐火材料窑炉中部两侧设置灭火设备,形成固定的高温区燃烧区。在隧道窑前端烟囱或引风机的作用下,熄灭的高温烟气沿隧道向窑头移动,同时逐渐预热进入窑内的产品。该部分形成隧道窑的预热区,冷风吹入隧道窑的窑尾,冷却隧道窑后半段的产品。吹来的冷空气流过产品并被加热后,被抽出并送到钻孔机作为钻生坯体的热源。该部分形成隧道窑的冷却区。装有陶瓷产品的匣钵放在小车上,小车从预热带的入口逐渐连续推入(通常通过机械推动),而装有燃烧过的废品的小车从冷却带的出 口逐渐推出(约1小时,一辆车)。

什么是窑炉?窑炉或火炉是指用于烧制陶瓷器物和雕塑或是令珐琅熔合到金属器物表面的火炉。重庆耐火材料窑炉一般用砖和石头砌成,根据需要可以制成大小各种的规格,重庆耐火材料窑炉能采用可燃气体、油或电来运转。电窑比使用可燃气体和油的窑更容易控制温度,但是一些陶工和雕塑家认为电窑的温度上升太快。窑炉的膛内温度时采用高温计(PYROMETER)或测温锥(PYROMETRIC CONES)测量的,通过窥孔可以看见。

回转窑的筒体对接注意事项:(1)重庆耐火材料窑炉对接前应对新旧筒体进行调圆,新筒体的两端面须经平整加工,并加“米”字支撑或内撑圈,以便保证对接质量,减小焊接内应力。(2)筒体对接时,环缝间距要大于300 mm.两条纵缝要错开500 mm以上,禁止对出“十”字焊缝。(3)重庆耐火材料窑炉更换回转窑筒体之前,停窑位置要科学,该位置能遏制筒体变形的发展或对变形有一定的校正作用。预留筒体的支承要合理,否则会使固定筒体发生水平或铅垂方向的偏移,对接时不易对中;悬臂段过长产生下挠变形,两侧支承点支承力不均会产生上拱度△H等。停窑时通常将筒体最大弯曲点置于正上方,支承点的位置应尽量靠近切割线处约100 m,支承筒体时应使用“马鞍”型垫铁进行支承,以免支承位置筒体进一步产生变形。

隧道窑炉的清理方法:1、重庆耐火材料窑炉采取布袋样品,可以使用专业的检测设备对广东隧道窑进行检测,检测油污的主要成分,然后选用合适的洗涤材料进行清理,这种清理的方式对滤袋的损坏较小,所以在选用洗涤用品时需要谨慎,搭配合理,使用低温水进行清洗即可,降低对隧道窑炉的损伤。2、重庆耐火材料窑炉采用振动式除尘的方法,告诉的振动能够快速清理进入隧道窑炉的滤袋内颗粒较大的尘土,这种方法对设备造成的影响较小,能够很好的确保滤袋的使用。综上所述,隧道窑炉可以通过采取布袋样品以及采用振动式除尘的方法进行清理,这样不仅能够减少对环境的污染,并且还可以延长它的使用寿命。

黄冈市中联窑炉设备有限公司
地址:湖北省黄冈市黄州区黄州大道63号
电话:+86 0713-8690115
传真:+86 0713-8690117
手机:+86 13907257191
邮箱:zhongliankiln@126.com
 |  |
| 扫一扫 +微信 | 扫一扫 关注我们 |
湖北中联窑炉公司主营:稀土化工窑炉、陶瓷耐火窑炉、冶金窑炉、砖瓦石灰窑炉、电瓷窑炉、隧道窑炉、梭式窑炉、网带窑炉、隧道窑炉、辊道窑炉、回转窑炉、推板窑炉、升降窑炉等窑炉产品;