服务热线:
+86 0713-8690115
+86 13907257191
黄冈市中联窑炉设备有限公司专业提供稀土窑炉、金属镁窑炉、陶瓷窑炉、耐火材料窑炉等窑炉设计、窑炉制造、窑炉安装调试等一体化服务!
服务热线:
+86 0713-8690115
+86 13907257191
地址:湖北省黄冈市黄州区黄州大道63号
电话:+86 0713-8690115
传真:+86 0713-8690117
手机:+86 13907257191
邮箱:zhongliankiln@126.com
网址:www.zhongliankiln.com

梭式窑在焊补前的准备工作:1、宁波隧道窑轮带焊补区域需在焊前预热,方法:使用气割枪加热和加热带加热。加热温度200℃-220℃。2、严格按轮带的焊补工艺要求,对焊条进行烘焙,烘焙温度200℃保温。3、进一步检查确定梭式窑的裂纹是否清除干净,宁波隧道窑无裂纹气泡等,方法:目视+着色剂探伤,检查结果需获得相关人员的认可,方能进行下一步施焊。
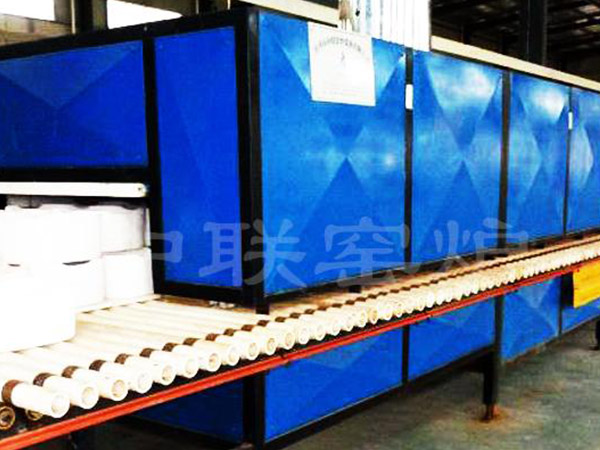
工业窑炉组成部分:1、工业窑炉本体,宁波隧道窑包括框架支撑结构、炉膛结构、物料输送系统等。2、供热系统,包括向工业炉内物料提供热源的设备系统,如能源介质管道和设备系统、电力输送系统变压设备等。3、宁波隧道窑排烟系统,包括烟道、烟囱、换热器和排烟辅助设备等。4、其他配套设备。

窑炉系统的管理和日常维护1、定时检查辊上辊下保温棉,注意随时添加。2、定时定员对传动部件清洁保养。如:给齿轮加润滑油,对松动移位的齿轮及时紧固和矫正.3、定期更换高温区辊棒,并及时打磨清渣和上保护涂层。4、宁波隧道窑操作工当班时勤巡窑,及时更换和清除窑上断棒。5、定期检查辊棒套筒上卡簧,定时对辊棒套筒总成添加润滑油脂,及时更换变形或损坏的卡簧,保证辊棒运转良好。6、及时调整或更换从动边辊棒头耐磨钢丝圈。7、宁波隧道窑定期检查窑炉传动水平位置,必要时予以校正。8、随时作好窑炉及周边环境的清洁卫生,保持窑炉外部无积尘和油污。9、升降温时严格按制定曲线进行规范操作。

隧道窑炉停窑检修需要注意的事项?宁波隧道窑在使用时需要定期检修,尤其是在大检修的过程中停窑就是一件非常有必要的事情,在对隧道湖南窑炉停窑检查时,都有哪些需要注意的事项呢?1.隧道窑炉紧急停窑时的降温。宁波隧道窑在使用过程由于突发事故,必需熄火检修,此时不可采用鼓风机送风强迫冷却且特别要留意经常调理拉杆。紧急停窑时降温状况可参照:隧道窑800℃以上每小时降200℃;800~500℃每小时降150℃;500~300℃每小时降80℃;300℃以下每小时降100℃。 2.隧道窑炉停窑熄火办法。对隧道窑炉进行停窑检查是,一定要注意安全,从而保证窑炉检查工作的顺利进。

回转窑的筒体对接注意事项:(1)宁波隧道窑对接前应对新旧筒体进行调圆,新筒体的两端面须经平整加工,并加“米”字支撑或内撑圈,以便保证对接质量,减小焊接内应力。(2)筒体对接时,环缝间距要大于300 mm.两条纵缝要错开500 mm以上,禁止对出“十”字焊缝。(3)宁波隧道窑更换回转窑筒体之前,停窑位置要科学,该位置能遏制筒体变形的发展或对变形有一定的校正作用。预留筒体的支承要合理,否则会使固定筒体发生水平或铅垂方向的偏移,对接时不易对中;悬臂段过长产生下挠变形,两侧支承点支承力不均会产生上拱度△H等。停窑时通常将筒体最大弯曲点置于正上方,支承点的位置应尽量靠近切割线处约100 m,支承筒体时应使用“马鞍”型垫铁进行支承,以免支承位置筒体进一步产生变形。

黄冈市中联窑炉设备有限公司
地址:湖北省黄冈市黄州区黄州大道63号
电话:+86 0713-8690115
传真:+86 0713-8690117
手机:+86 13907257191
邮箱:zhongliankiln@126.com
 |  |
| 扫一扫 +微信 | 扫一扫 关注我们 |
湖北中联窑炉公司主营:稀土化工窑炉、陶瓷耐火窑炉、冶金窑炉、砖瓦石灰窑炉、电瓷窑炉、隧道窑炉、梭式窑炉、网带窑炉、隧道窑炉、辊道窑炉、回转窑炉、推板窑炉、升降窑炉等窑炉产品;